
第十巻:理論から実践へ——故障トラブルシューティング早見表
ここまでの九巻を系統的に学ぶことで、お客様は堅実な3Dプリンティングの知識体系を構築されました。本巻は実戦の宝典として、最も一般的なプリント問題を抽出・归纳し、明確な「故障現象-原因-解決策」の早見表を形成します。実践で問題に遭遇した際、これに基づいて素早く原因を特定し、解決の方向性を見つけ、理論から実践への完璧な循環を完成させることができます。

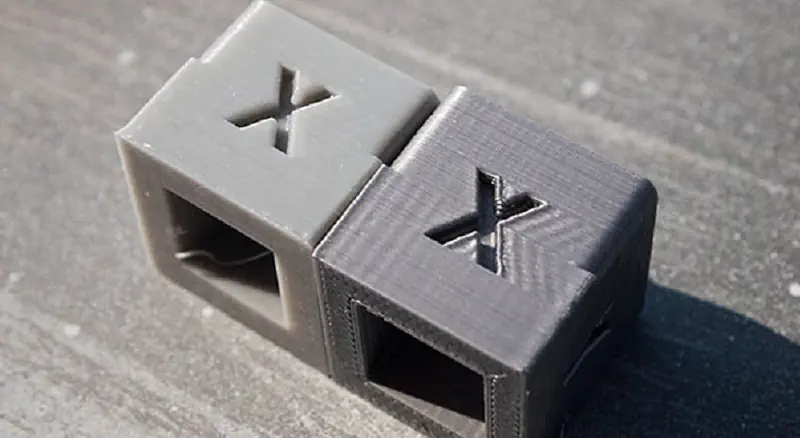
10.1 第1層の付着問題——万事最初が難しい
問題現象 | 潜在的原因分析 | 针对性的解決方案 |
模型が全く平台に付着しない、縁が反る(反り) | 1. 平台の水平調整間隔が広すぎる:材料が平台にしっかりと押し付けられない。 | 1. 精密水平調整を再度実行し、平台全体で摩擦感が一様であることを確認。 |
第1層が削り取られる、過度に押しつぶされる、または押出が連続しない | 1. 平台の水平調整間隔が狭すぎる:ノズルが平台を掻き消し、押出を妨げる。 | 1. 水平調整を再度実行し、ノズルと平台の間隔を広げる。 |
10.2 押出関連問題——流動の芸術
問題現象 | 潜在的原因分析 | 针对性的解決方案 |
全く押し出されない、エクストルーダーが「カチカチ」と空転する | 1. 深刻なノズル詰まり(ホットエンドまたはコールドエンド)。 | 1. 第八巻参照、ノズル詰まりの診断と修復を実行。 |
押出が不安定、多い少ない、表面に切れ目やこぶ | 1. フィラメントスプールの巻きがスムーズでない、送料抵抗大。 | 1. フィラメントスプールがスムーズに回転することを確認し、絡まり防止のスプールホルダーを使用。 |
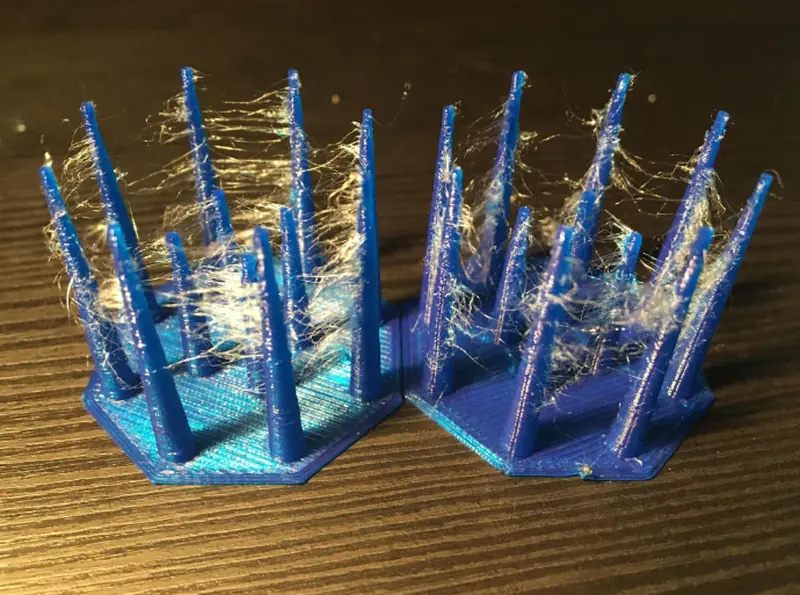
プリント作品に細かい「糸引き」や「垂れ」が多い | 1. 引き戻し設定がオフまたは不適切。 | 1. 引き戻しを有効にし、引き戻し距離(4-7mm)と速度(40-60mm/s)を最適化。 |
10.3 模型構造品質問題——精度の追求
問題現象 | 潜在的原因分析 | 针对性的解決方案 |
模型の角や丸穴にゴースト/二重像が発生 | 1. プリンターフレームの剛性不足またはネジの緩み。 | 1. フレームおよび可動部品の全てのネジを締め付ける。 |
層と層の間にずれが生じる | 1. 上面の厚さ設定が不足。 | 1. 上面の厚さを層高の4-8倍に増加(例:層高0.2mm、上面厚1.0-1.6mm)。 |
オーバーハング構造が粗い、垂れ下がる、または印刷失敗 | 1. サポートが有効でないまたはサポート設定が不適切。 | 1. 45度を超えるオーバーハングに「ビルドプレートに接するサポート」を有効にし、サポート密度とZ距離を最適化。 |
まとめ
以上の十の方面の知識を系統的に習得し、この故障トラブルシューティング早見表を駆使することで、お客様は3Dプリンティングの愛好家から、様々な課題に从容して対処し、高品質な作品を継続的に生み出す達人ユーザーへと変貌を遂げられるでしょう。3Dプリンティングは科学、工芸、忍耐力を組み合わせた芸術であることを忘れずに。探求と問題解決の一つ一つが、より高いレベルへ向かう階段となります。
どうぞ創造の旅路において、プリントの悩みがなく、創意が現実のものとなりますように!





