
プリンターの可能性を最大限に引き出すためには、単に「出力できる」だけでなく、スライサーソフトの核心パラメータを深く理解し使いこなす必要があります。これらの設定はプリント物の「デジタル遺伝子」を構成し、最終的な精度・強度・外観・効率を決定します。
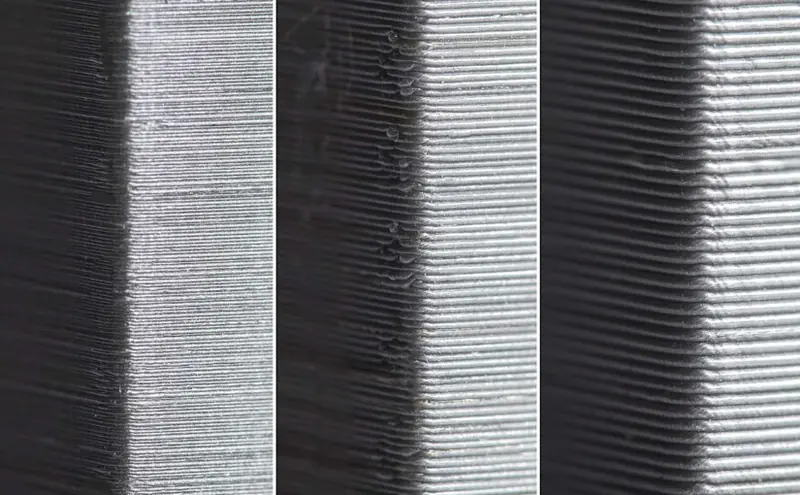
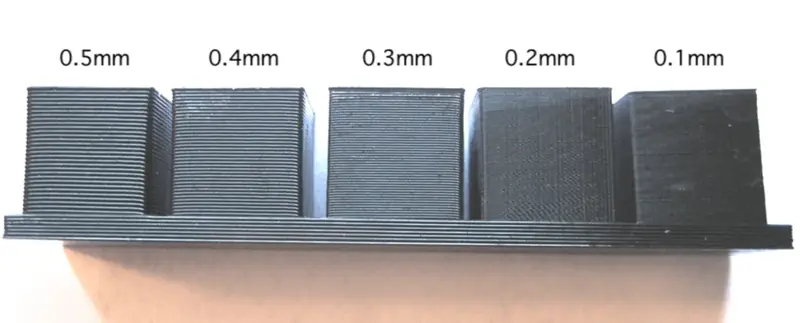
層の高さとは、各層の厚さ(mm)であり、見た目の滑らかさと印刷時間に最も直接影響する要素です。
表面が滑らかになり、ディテール表現力が高まります。
展示品・人物像・高精度模型に最適ですが、印刷時間は大幅に延びます。
印刷速度が速く、Z軸方向の強度が向上することもあります。
しかし表面は粗く、階段状が目立ちます。
展示・精密モデル:0.1mm または 0.15mm
プロトタイプ・機能部品:0.2mm(万能・効率的)
大型構造部品:0.28mm以上で速度優先
外壁の厚さとは、モデル外周の総厚であり、モデルの「皮膚」となる部分です。
外壁厚は通常ノズル径の整数倍で設定します。
例:0.4mmノズル → 外壁 1.2mm = 3周の外壁
外観品質、衝撃耐性、圧縮耐性に大きく影響します。
厚い外壁は内部充填を隠し、外観をより引き締めます。
一般用途:1.2mm(0.4mm × 3)
高強度部品:2.0mm以上に増やすことを推奨
モデルの最上面・最下面の総厚です。
下面:0.8〜1.2mm推奨。接着力向上・反り防止・底面の美観を向上。
上面:薄すぎると充填パターンが透け、仕上がりが悪化。
十分な厚さ(通常層高の4〜6倍)で滑らかな天面を形成できます。
層高の整数倍で設定します。
例:層高 0.2mm → 上面厚 1.0mm(=5層)
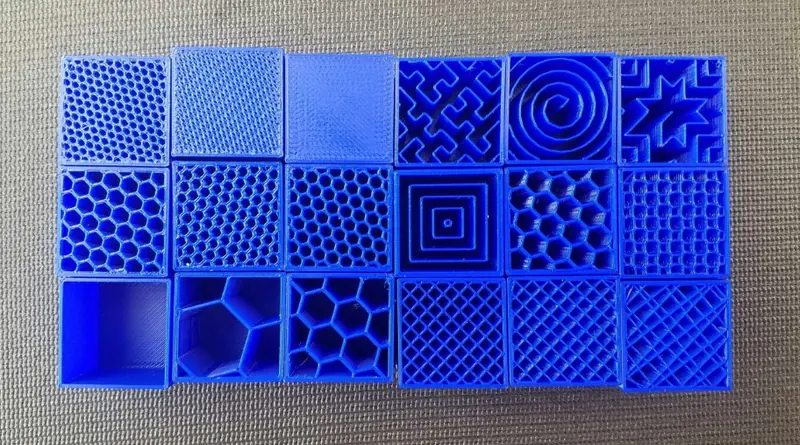
内部の中空〜実心の割合を%で示します。
0%:特殊用途の薄殻のみ
15%〜25%:一般用途、最良バランス(20%が古典的基準)
50%〜80%:高強度・締結部品向け
100%:最強だが時間と材料を大量消費、反りやすい
グリッド・三角形・ハニカムなどがあり、ハニカムは強度と効率のバランスが最良として広く推奨されます。





